Casting
Casting is a processing method in which a metal or alloy is melted at high temperatures and poured into a casting mold, then cooled and solidified. Items made by casting are called castings.
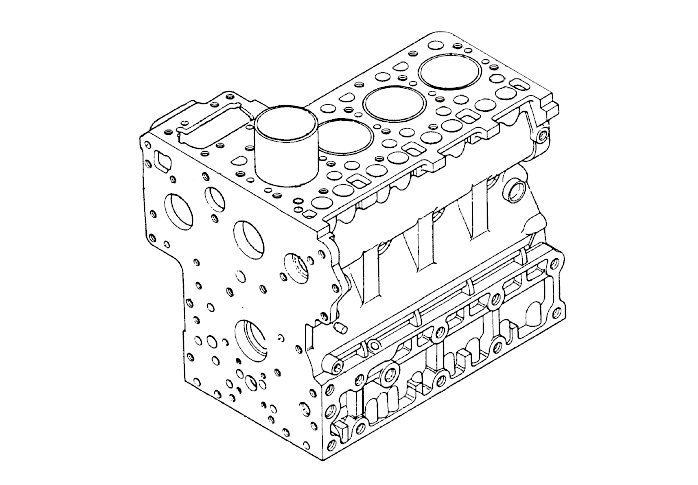
Pouring molten metal into a mold at high temperatures, then cooling and solidifying it allows for the efficient mass production of complex products, which is the main advantage of casting. There are other metalworking methods such as deformation processing, removal machining, and so on, but at Kubota, we make use of casting technology to manufacture complex-shaped crankcases (engine blocks) — the "body" that holds all the parts of the engine together.
This crankcase is what we generally understand as the shape of the engine. It is created using casting technology that allows us to form complex shapes in one go.
Casting has a long history dating back to around 4,000 BC. In Japan, casting technology has been found to have been used in artifacts excavated from ancient burial mounds, and also in the Great Buddha of Todaiji Temple. Casting is one of the oldest and most fundamental processing techniques in metalworking.
It is believed that the first casting method was open-die, followed by closed-die, and then the casting method using foundry cores was developed.
In addition, there are two main types of casting mold: sand mold
casting and permanent mold casting.
Sand castings are formed by pouring molten metal into a sand
mold.
Permanent mold castings are formed by pouring molten metal into
a metal mold.
At Kubota, we use sand mold casting (ES line), which utilizes foundry cores, and evaporative-pattern casting (LFP line), in which the pattern material is left in the casting mold during the pour, to produce the basic components that form the core of the engine.
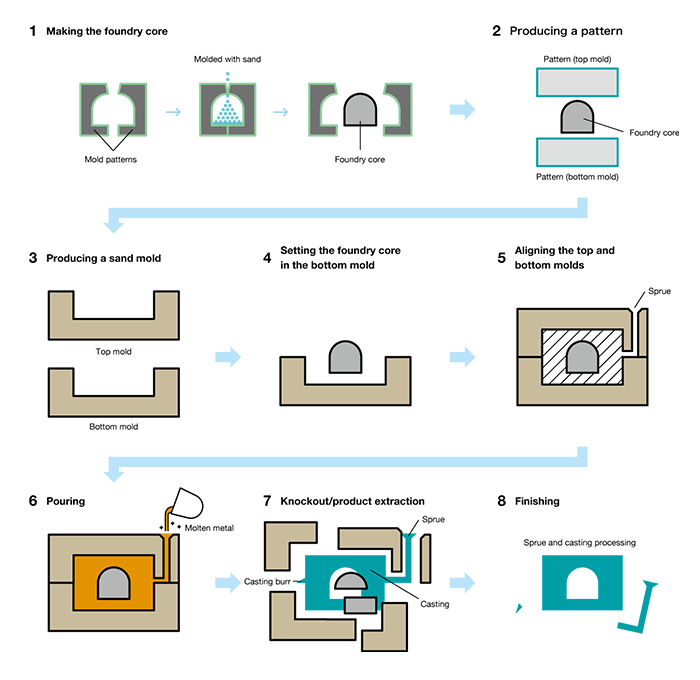
How Sand Casting Works
Sand casting uses two or more top and bottom frames to create sand molds, which are then combined to form the casting mold.
The hot molten metal is then poured into this mold, and once cooled, the sand mold is broken and the casting extracted. After this, the sprue through which molten metal was poured and the burrs that have occurred in the gaps between the top and bottom molds and the foundry core are removed.
The sand casting method is particularly suited to producing crankcases that feature a wide range of variations—which is characteristic of Kubota Engine—as it is highly versatile in terms of shape, being capable of molding complex shapes.
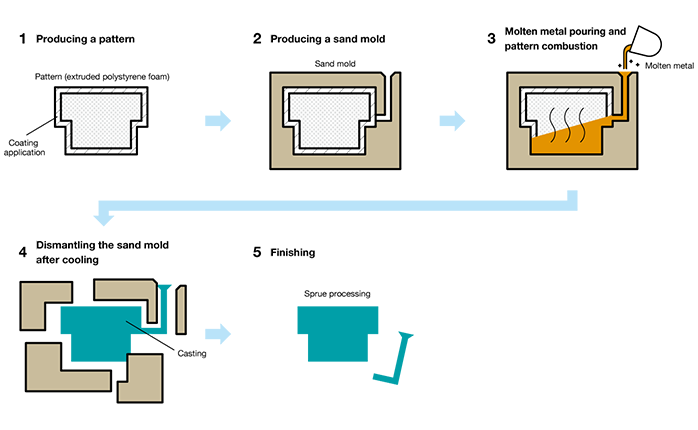
How Evaporative-Pattern Casting Works
Evaporative-pattern casting is a casting method in which a pattern the same shape as the product that will be produced is made out of extruded polystyrene foam. This pattern is then melted by the heat of the hot molten metal and replaced with the metal. Since no foundry cores are required, even complex castings can be made without producing burrs.
As the extruded polystyrene foam pattern is completely buried in sand and then molten metal is poured in, the pattern itself combusts and is vaporized. This eliminates the need for setting a draft angle, allowing the shape of the casting pattern to be exactly that of the product.
In addition, extruded polystyrene foam patterns can be produced using permanent molds or adhesive bonding, meaning they can be produced and processed at low cost.
Foundry Cores
A foundry core is a sand mold that is inserted into a casting mold to produce a cavity when making castings that have a cavity inside. They are particularly used when casting complex shapes, and are made of sand.
The technique used to make the foundry core is particularly important when casting crank cases, which have a complex and intricate hollow structure and so require extremely high precision.
Generally, if the casting shape is complex, the complexity and difficulty of the casting itself can be avoided by dividing the casting into several parts and then reassembling them.
However, this increases the number of casting processes, and also results in further tasks such as finishing, machining and assembling the divided castings. This will also naturally affect the cost, strength and performance of the product.
Kubota's crankcases are monobloc castings. Crankcases made by other manufacturers such as automobile manufacturers have a simple shape, as they will be used in limited types of engines. However, engines installed in wide variety of industrial machinery as Kubota's are becoming increasingly complicated shapes.
Kubota's strength in engine production lies in the casting technology that we have developed over the years. Highly precise foundry cores and complete mastery of casting technology that is highly versatile in terms of molding are what make the high precision of Kubota Engine possible.
At Kubota, foundry core assembly is carried out automatically to ensure stable quality and dimensions. An air impact molding machine is used to form the main mold for the outer surface of the casting by applying uniform air pressure to the sand, then precisely setting the foundry core in the resulting highly precise main mold, achieving net-shape and highly dimensionally accurate thin-walled products.
Foundry Core Auto-Assembly Line
Air Impact Molding Machines
Pouring
Pouring is the process of pouring hot molten metal into a casting mold.
At Kubota, the metal used as raw material for castings is melted in a cupola furnace. The cupola furnace can melt 20 tons per hour, and systematically handles everything from weighing, feeding and melting raw materials through to tapping the molten metal.
In this video, you can see how the raw material (carefully selected high-quality scrap and non-product parts such as sprues produced during casting) is fed into the machine, melted, and then the molten metal is tapped.
The molten metal is transferred to a holding furnace and then
fed to the respective casting lines.
In Kubota's casting lines, hot pouring operations are carried
out by unmanned automated pouring machines.
We are aiming to majorly revamp our casting lines by FY2024. We plan to reduce carbon emissions by switching to electric furnaces, as the cupola furnaces emit carbon dioxide (CO2) due to burning coke, which is derived from coal.
Knockout/Product Extraction
Knockout is the process of extracting the product from the
casting mold. At Kubota, engine crankcases are extracted from
their sand molds using heavy machinery known as manipulators.
These remove castings after they have been poured into and
molded in the casting molds.
The removed sand is then recycled and used again.
Molten metal flows out through gaps between molds and solidifies into thin extraneous bulges, which are called casting burrs. We have introduced automatic casting burr removers to process these burrs. CNC(computerized numerical control) grinding machines scan the surface and clean up casting burrs.
Product Picking Line (Manipulator)
Automated Casting Burr Removers
Shot Blasting
A shot blasting machine is used to clean off any sand still stuck to the product. After removing casting burrs, we give products their final finishes by shot blasting them again with small iron ball-shaped projectiles. This process not only removes sand, but also polishes the surface of the casting.
After this shot blasting process, products are inspected and quality-checked prior to shipping.
Technician Training
At Kubota, most of the casting process is now mechanized and automated — including the production of casting molds and foundry cores, pouring and burr removal.
These processes incorporate the knowledge of casting technology that Kubota has cultivated over the years since we started manufacturing water pipes, and the efforts put forth to solve difficult problems.
In other words, they are not something born solely from calculations, but from a combination of skilled abilities and factors that are difficult to quantify, such as craftsmanship, sensitivity, temperature, humidity and timing. We believe that these skills must be passed on, and training our personnel is essential for this purpose.
At Kubota, we have a casting workshop where young employees can learn about traditional casting techniques. Here, through practical work, they learn for themselves skills such as the process of producing casting molds and foundry cores, factors such as temperature and timing for pouring, and other fundamental casting skills.
It's not only for the line workers — finishing and maintenance staff also take part in practical training here so that they can take Japan's national casting certification test. (The casting workshop at the Okajima Plant is an accredited test center for Osaka Prefecture, and some of the Foremen and worksite Group Leaders of Kubota are qualified members of the certification committee. People from other companies also visit the workshop to take the test.)

Casting technology dating back thousands of years has been used in various industrial fields to create intricately shaped metals by using molten metal.
Casting technology is a form of man-made wisdom. No matter how far advanced technology becomes, casting technology is a universal method of production that will continue to play its part in further technological innovations.
At Kubota, we will pass this wisdom on to future generations and will continue to produce engine components with even higher precision.